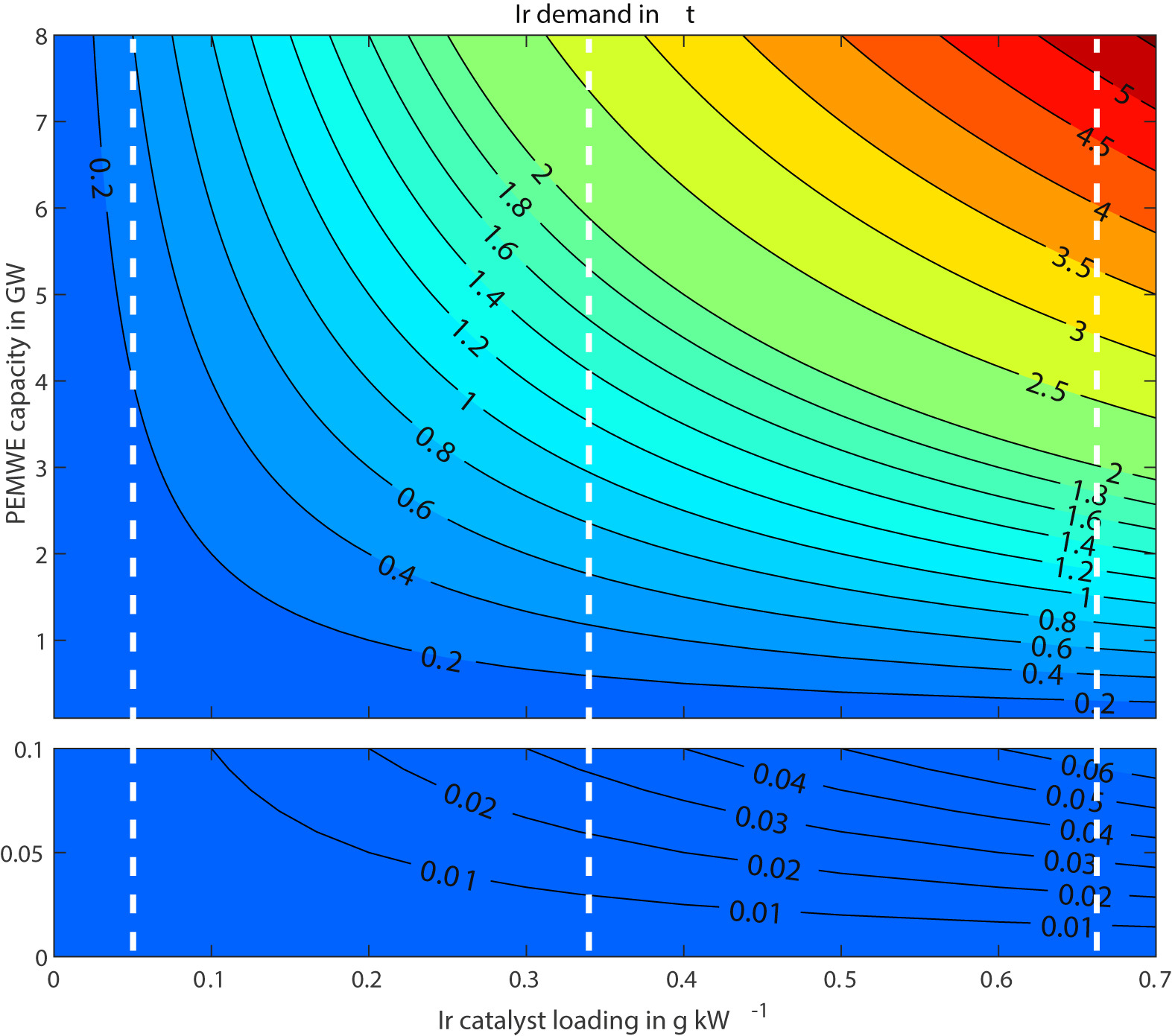
Recent PEM technology developments have centered around two issues: i) the relative scarcity of Iridium, and ii) the membrane thickness, limiting the efficiency of the PEM electrolyzer. This week we explore new approaches to both, including work by precious metal company Heraeus, and Norwegian start-up HyStar.

Article
Next Level Solid Oxide Electrolysis
A high-powered consortium of academic & industry partners - VoltaChem, TNO, ISPT, Air Liquide, BP, and OCI - will explore the upscaling potential of solid oxide electrolysis (SOEC) to an industrial scale. One of the industrial applications to be investigated is the use of SOEC technology for hydrogen production at an ammonia plant. The study aims to present a viable roadmap forward for an SOEC demonstration integrated into an existing petrochemical facility.
Article
Methane splitting and turquoise ammonia
Most hydrogen today is produced from fossil fuels – steam methane reforming of natural gas, partial oxidation of coal or oil residues – and entails large CO2 emissions. This fossil hydrogen can be called “grey hydrogen”. Or sometimes, brown. The same color scheme applies to the ammonia produced from it, so we have “grey ammonia.” Or brown ammonia, your call. The exact carbon footprint depends on the fuel used and the efficiency of the facility, so you could easily identify many shades of grey. There is, however, another option to deliver clean hydrogen – and now another colour: turquoise, or green-blue (or blue-green). This is the colour of hydrogen from methane pyrolysis, a process that directly splits methane into hydrogen and solid carbon. Instead of being a waste, like CO2, that must be disposed of safely, solid carbon is potentially a resource.