Ammonia cracking in H2SITE membrane reactors
By on July 15, 2024
In our May episode of Project Features, Jon Meléndez Rey and Jose Antonio Medrano Jimenez from H2SITE joined us to discuss the organisation’s ammonia cracking technology, which uses a membrane reactor design to produce fuel-cell purity hydrogen from ammonia. The technology is in the process of being deployed at Tyseley Energy Park in Birmingham, UK, for refuelling hydrogen fuel cell vehicles. The recording is available on the AEA’s website, and you can also download the speaker presentations for more details.
Background on cracking
Various ammonia cracking technologies are currently being developed. Specifications depend on the purity requirements, production scale needed, and other factors. Most of the well-known ammonia licensors already have an ammonia cracking technology based on multi-tubular reactors with burners (similar in concept to a steam methane reformer for hydrogen production). Such technology is already used at large-scale for heavy water production.
The output of such multi-tubular ammonia crackers is a mixture of about 75% hydrogen, 25% nitrogen, and residual ammonia and water (0.2-0.5 wt.% in anhydrous ammonia). Purification of hydrogen typically occurs with a pressure swing adsorption (PSA) system. Intermediate ammonia (and water) removal is sometimes installed just before the PSA.
Palladium-based membranes
Catalytic membrane reactors are a different technology option under development for ammonia cracking. A benefit of this technology is that the ammonia cracking reaction is integrated with hydrogen purification via a porous membrane. As the hydrogen permeates through the membrane and the hydrogen concentration decreases on the reaction side, the otherwise equilibrium-limited ammonia cracking reaction is pushed further toward completion, producing additional hydrogen and nitrogen.

Click to enlarge. H2SITE’s ammonia cracking technology, based on Palladium membranes. Source: H2SITE.
Such Palladium-based membranes allow for hydrogen generation at temperatures above 300°C, where hydrogen permeates through the membrane via solution-diffusion. Palladium-based membranes benefit from a near-infinite hydrogen permeability ratio (versus ammonia and nitrogen), resulting in fuel cell grade hydrogen without the need for further purification steps. The high permeability and selectivity ratio for hydrogen makes Palladium-based membranes competitive versus organic and ceramic membranes. However, a challenge for membrane-based systems is the pressure drop over the membrane, which means the purified hydrogen may require an additional compression step.
A Palladium-based, catalytic membrane reactor design was demonstrated by University of Eindhoven in 2009 in collaboration with Spanish membrane developer Tecnalia. Experiments showed that more than 86% of the H2 fed to the system in the form of ammonia was recovered from the membrane reactor, with a minimum product purity of 99.998%. Over more than 600 hours of test operations, the membrane reactor exhibited stable behavior, with consistent H2 purity and H2 recovery values. And, it was this very demonstration that provided the foundation for H2SITE to begin its commercialization effort.
H2SITE: Commercializing catalytic membrane reactors
H2SITE is based in Bilbao, Spain, and has been commercializing catalytic membrane reactors for ammonia cracking since 2019. H2SITE’s technology journey began with the University of Eindhoven/Tecnalia demonstration described above, and systems are now being manufactured for deployment across Europe.

Click to learn more. An industrial manufacturing system for Palladium based membranes. Source: H2SITE.
H2SITE focuses on various applications, including gas conversion from different feedstocks (ammonia cracking, biogas / natural gas reforming, and methanol reforming), and hydrogen “deblending” (hydrogen purification from the grid, purification of natural hydrogen, and hydrogen purification from salt caverns).
Building upon 15 years of research and development in various EU-funded projects, H2SITE has developed various unique features for their catalytic membrane reactors. Firstly, Palladium is alloyed with Silver to increase the hydrogen permeability through the membrane. The Palladium-Silver alloying also decreases the embrittlement susceptibility (compared to pure Palladium membranes).
A patented double-skin layer is introduced on the membrane to provide a protective layer against the ammonia cracking catalyst, and to further improve the lifetime of the membrane. This double-skinning also decreases the level of defects in the membrane, limiting the amount of impurities (in this particular case, nitrogen and ammonia) that can pass through the membrane.
The Palladium-Silver alloy is deposited on a porous support. The supported structure gives high mechanical strength, allowing membranes to work at high pressure differences between the two sides (up to 100 bar differential pressure). The support also allows the Palladium-Silver alloy layer to be made as thin as possible, which is beneficial for the hydrogen permeation rate and thus the hydrogen recovery from the system. This also reduces the material cost. H2SITE has developed a patented technology to recover up to 100% of the Palladium (and Silver) from decommissioned membranes.
H2SITE has engineered a leak tight configuration for its catalytic membrane reactors, allowing for ultra-pure hydrogen production. H2SITE launched its first membrane manufacturing line in 2022, and has produced thousands of membranes since.
Ammogen

Click to enlarge. Construction of the Ammogen project at Tyseley Energy Park, Birmingham. H2SITE has supplied two containerized systems for fuel-cell grade hydrogen production from ammonia feedstock. From Jon Meléndez Rey and Jose Antonio Medrano, Ammonia Cracking in membrane reactors for high purity hydrogen production (May 2024).
One of the first commercial demonstrations of the H2SITE technology is the Ammogen project, which is subsidized by the Department of Energy Security & Net Zero in the United Kingdom. The project is situated at Tyseley Energy Park in Birmingham.
The objective of Ammogen is to produce 200 kilograms of fuel-cell grade hydrogen per day, using H2SITE’s catalytic membrane reactor. H2SITE has already delivered the two containerized systems to Tyseley Energy Park, with construction and commissioning in its final phases. H2SITE has also demonstrated its ammonia cracking technology on-board the BERTHA B supply ship, which sailed along the shores of the Gulf of Biscay during the tests.
Comparison to other technology options
The H2SITE ammonia cracker has a higher hydrogen yield than gas-fired tubular ammonia crackers but requires additional electricity to sustain the endothermic ammonia cracking reaction. Electric heating means that no nitrogen oxide (NOX) emissions will be produced. Alternatively, for scenarios where electricity is not available, H2SITE has developed a gas burner for ammonia, hydrogen, and nitrogen mixtures, that features low nitrogen oxide production. This burner can be coupled with a DeNOX system to further mitigate emissions and (where necessary) meet environmental regulations.
Overall, about 5% less energy (including ammonia feedstock and electricity) is required for the H2SITE system for purified hydrogen production, compared to gas-fired tubular ammonia crackers with purification.
Future plans
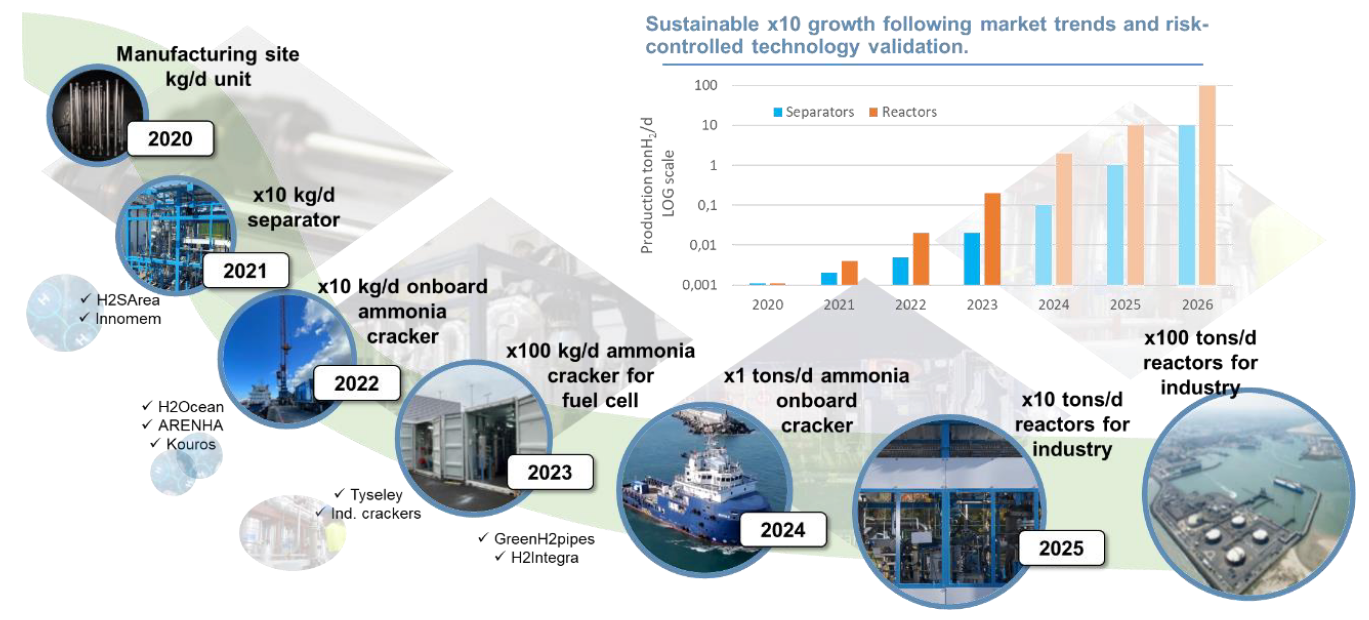
Click to enlarge. Technology Roadmap for scaling H2SITE’s ammonia cracking technology from kg/d to ton/d production capacity. From Jon Meléndez Rey and Jose Antonio Medrano, Ammonia Cracking in membrane reactors for high purity hydrogen production (May 2024).
H2SITE is scaling-up its production to meet future demand for ammonia cracking – not only for decentralized applications such as hydrogen refuelling, but also for large-scale applications. Key benefits of this technology include: (1) the combination of the ammonia cracking reactor and separation (reducing the installed footprint by up to 40%), (2) lower operational temperatures (425-450°C instead of temperatures above 600°C), and (3) fuel cell-grade hydrogen production without the need for extra purification steps.
In the future, ammonia will be imported into Northern European Ports as a hydrogen carrier. H2SITE’s catalytic membrane reactors are modular, meaning that scale-up of capacity will occur via the straightforward addition of extra units (similar to electrolyzers). The balance of the overall system will still benefit from economies of scale.